DOSSIER TECHNIQUE FFSR : LES MOTEURS DE SLOT RACING
GÉNÉRALITÉ SUR LES MOTEURS ÉLECTRIQUES DE SLOT RACING :
L'objet de ce petit article est de vous donner quelques notions précises sur les paramètres de
fonctionnement de nos petits moteurs, et de comparer entre eux les quelques moteurs de base
bien connus sur le marché.
Un moteur électrique pour Slot Racing fonctionne en courant continu, sous une tension de 12 à
13 Volts. C'est un système à rotor tournant de 3 pôles et un collecteur pour distribuer le
courant vers les 3 pôles. Note: le rotor est l'ensemble tournant, l'induit est la partie
métallique du rotor (mais les dictionnaires ne sont pas tous d'accord !), formée de plusieurs
pôles autour desquels on enroule le fil. Les aimants sont extérieurs et fixes.
Les paramètres importants pour nous sont :
1- Le nombre de tours de fil électrique par pôle sur chacun des 3 pôles. Plus il y a de tours,
et plus le fil doit être de faible diamètre (pour pouvoir faire le nombre de tours requis,
sinon il n'y a pas la place physiquement autour du pôle). Plus il y a de tours, et plus il y a
de longueur de fil, donc plus la résistance électrique est grande et moins il y a de courant.
Je ne citerai pas les formules théoriques, mais sachez que la puissance développée par ce type
de moteur est d'autant plus grande que le courant est important. Par contre, le couple est
proportionnel au nombre de tours enroulés autour de chaque pôle. Pour avoir à la fois puissance
et couple, il faudrait un induit long et de diamètre important pour enrouler beaucoup de fil,
mais cela serait au détriment de l'encombrement et du poids. On ne peut pas tout avoir. En Slot
Racing, on privilégie la puissance car c'est elle qui donne la plus grande vitesse de rotation
et permet le meilleur compromis (il "suffit" de tourner très vite pour ne plus avoir besoin de
couple).
Sachant enfin que la puissance se développe à grande vitesse (même principe qu'avec tout autre
moteur même à essence: il faut monter dans les tours pour voir les chevaux sortir de l'écurie),
ce que nous cherchons en Slot Racing est de faire passer du courant. Pour cela, tous les moyens
sont bons: pôles bobinés avec du fil de fort diamètre (à raison de 16 tours de gros fil de
cuivre gauge 24 par pôle pour les moteurs les plus puissants !), pistes alimentées par
batteries de voitures, câbles d'alimentation de gros diamètre. Les moteurs les plus puissants,
et donc rapides, tournent à plus de 50 000 tours par minute et consomment 20 à 30 Ampères.
Inutile de dire qu'il faut que tout soit dimensionné pour cela (fils de shunt argentés sur les
charbons, isolant téflon sur les ressorts pour qu'ils ne chauffent pas, etc...).
2- Pour tourner encore plus vite, il faut une masse tournante la plus faible possible (peu d'
inertie). Pour cela, il faut réduire le diamètre et la longueur de la partie centrale
métallique de l'induit. Cela se fait au détriment du couple, dont nous n'avons pas grand chose
à faire vu la très grande vitesse de rotation.
La réduction de diamètre nous amène aux micros-moteurs, gros comme la dernière phalange du
petit doigt, et développant 150 à 300 Watts !
La réduction de la longueur de la partie métallique de l'induit (Stack en anglais) a un autre
avantage: une spire de fil enroulée autour d'un induit court sera plus courte et donc moins
résistive, et donc passera encore plus de courant. C'est presque un effet d'avalanche.
L'induit est métallique pour concentrer le flux magnétique (comme les transformateurs) vers les
aimants. Avec un induit non métallique, cela fonctionnerait, mais à peut être 10% de la
puissance. Cette partie métallique des induits est laminée, c'est à dire formée de très fines
lamelles métalliques collées les unes aux autres par de la colle isolant électrique. Cela afin
d'éviter que des courants parasites se développent dans le corps même de cette masse métallique
conductrice. Ces courants sont source d'échauffement et donc d'importante perte de puissance.
Plus les lamelles sont fines et moins il y a de perte de puissance par ces courants induits.
3- Bien entendu il y a la puissance des aimants, qui sont en cobalt pour les plus puissants. La
rigidité de la cage extérieure qui supporte les aimants a son importance: cela permet de
régler les aimants au plus près de l'induit tournant sans risque de vibrations. En réduisant
l'entrefer, on augmente encore plus la puissance, ou à puissance égale, le moteur consommera
moins de courant et chauffera moins.
4- La partie cuivrée 3 pôles du collecteur, sur les modèles moyen et haut de gamme, est
rectifié. Cela permet au courant de mieux passer, donc ampérage plus important et encore plus
de puissance. Sur ces mêmes modèles moyen et haut de gamme, le collecteur est ligaturé côté
intérieur par une espèce de fil coton (ou fibre ?), pris sur les plots de soudure des fils de
bobinage, pour moins risquer d'exploser sous la force centrifuge à pleine vitesse (repérés dans
les catalogues US par Comm. Tie). Enfin, et toujours pas pour les moteurs de base, les
enroulements sont recouverts de colle époxy, qui tient très bien à la chaleur, pour éviter aux
spires de bouger les unes sur les autres (repéré dans les catalogues par Epoxied). Le fin du
fin est donc d'avoir un moteur reperé dans les catalogues US, presque les seuls à proposer des
moteurs moyen et haut de gamme: Drill Blank Shaft, Trued, Comm. Tie, Epox.
On trouve dans le commerce spécialisé des petits tours spéciaux pour re-rectifier un collecteur
usagé. Cette opération peut se faire 3 à 4 fois avant qu'il n'y ait plus de cuivre et que
l'induit soit définitivement bon pour la casse. Un tel tour coûte environ 1500 FF, et la pointe
en diamant environ 300 à 500 FF.
5- Pour encore plus de vitesse et pour limiter les risques de jeux dans les paliers ou les
roulements, l'induit doit être équilibré. C'est le même principe que pour les roues de vos
voitures échelle 1. Un induit équilibré se reconnaît tout de suite par les petits trous faits
à la perceuse à sa surface.
6- Un autre paramètre intervient, plus difficile à expliquer: c'est l'avance "à l'allumage" du
collecteur, c'est à dire le réglage du moment exact où le collecteur va distribuer le courant
dans un pôle en fonction de sa position en rotation par rapport à l'aimant vers lequel il se
dirige. Par ce réglage, qui se fait en positionnant comme il faut les 3 petites "languettes" du
collecteur, on obtient un moteur plus pointu ou plus souple. Un moteur à forte avance est plus
puissant, mais moins endurant (collecteur vite détruit cause étincelage important).
Le moteur de base en Slot Racing est le 16D, fabriqué par Parma et par Trinity/SlotWorks.
L'induit est bobiné avec du fil de gauge 30 à raison d'environ 70 tours par pôle (la
fabrication automatique n'est pas bien maîtrisée - bon marché - et il y a des différences de
performance entre 2 moteurs). La longueur de l'induit (partie métallique) est de 0,600" (pouces
ou inch de 25,4 mm, donc 15,24 mm), non équilibré, collecteur non rectifié. L'avance du
collecteur est réglée approximativement à 15 ou 20°. Il existe dans le commerce des induits à
collecteur rectifié pour 16D, ce qui n'est pas très fair-play car il doit être impossible à un
contrôle technique de déceler la "supercherie". Parma fait aussi un 16D bobiné avec du fil de
petit diamètre sur plus de tours (donc moins de puissance et plus de couple), adapté aux pistes
plastiques et aux transfos débitant 1 à 2 Ampères maxi sous 16V (Parma 16D Home Set réf. 458).
En montant de plus en plus en performance, nous trouvons ensuite le Challenger de Mura. La
longueur de l'induit est de 0,440". Il est bobiné avec du fil de gauge 30 à raison de 60 tours
par pôle. L'avance du collecteur est de 34°. Les lamelles de l'induit ont une épaisseur de
0,007" (0,18 mm), contre le double pour ses concurrents immédiats. Les versions équilibrée et
non équilibrée n'ont comme différence exclusivement que cette opération d'équilibrage (toutes
les autres caractéristiques de l'induit sont les mêmes, et la cage, les aimants, les têtes et
pièces de tête sont les mêmes pour tous les moteurs Mura, depuis le petit Challenger jusqu'au
plus puissant Groupe 20).
Le Super 16D a beaucoup de différences par rapport au 16D normal: les aimants sont plus
puissants, l'induit a une longueur de 0,500", le fil est de gauge 28, et l'induit est
équilibré. L'avance du collecteur est la même que pour le 16D normal. Le diamètre de fil plus
gros (28) que celui du Mura Challenger fait que le Super 16D tourne plus vite que ce dernier,
malgré l'induit qui est plus long, donc plus lourd.
Les moteurs Super Wasp, non utilisés en France, sont bobinés en gauge 30 sur 60 tours, mais
leur faible longueur d'induit (0,350") fait qu'ils tournent très vite. Les Groupe 12 (ou X12)
ont une longueur d'induit de 0,350", et sont bobinés en fil de gauge 29 sur 50 tours par pôle.
Ces moteurs assez performants nécessitent une préparation soignée pour ne pas vous exploser à
la figure. Un roulement à bille côté sortie cage (pignon) est conseillé.
LA PRÉPARATION D'UN MOTEUR MURA X12 :
L'exposé qui suit décrit la préparation d'un moteur MURA X12, qui est un moteur moyen de gamme
(consommation électrique environ 5A). Le principe de la prépartion est exactement le même pour
tout moteur, du plus petit au plus puissant. Seuls les fils de shunt argentés, les gaines
téflon sur les ressorts et les roulements à bille ne sont pas utilisés sur les moteurs bas de
gamme. Le problème par contre avec les micro-moteurs haut de gamme est leur toute petite taille.
Il faut des doigts de fée pour les bricoler.
Les moteurs MURA X12 sont utilisés depuis peu en France. Il s'avère que utilisés neufs, montés
dans la voiture tels que sortis de l'emballage, ils ne résistent pas très longtemps (2 heures
en moyenne), et sont moyennement performants.
Il faut leur faire subir une préparation préalable. Moyennant quoi, ils assurent plusieurs
dizaines d'heures de fonctionnement (j'en ai un qui en est à plus de 50 heures de
fonctionnement, en ayant changé seulement 2 fois les charbons et 1 fois les ressorts de
charbons).
Attention: il semblerait (information à confirmer) que les X12+ , mêmes bien préparés, ne
tiennent pas la distance. Il s'agit d'un induit X12 dont l'avance du collecteur a été modifiée
en usine pour que le moteur soit plus performant; d'ailleurs MURA le marque bien sur
l'emballage: aucune garantie de durée d'utilisation. Réserver donc son usage pour les épreuves
de vitesse.
Voyons d'abord le matériel nécessaire :
- un moteur MURA X12 complet,
- 2 charbons MURA Super Big Foot II (pour remplacer les MURA Big Foot ordinaires équipant en
standard le moteur X12 complet),
- 2 ressorts de charbon Médium (pour remplacer les Light ordinaires équipant en standard le
moteur X12 complet, cela améliorera l'accélération et le freinage de la voiture),
- 2 vis de cage réf. MURA 113,
Note: il vaut mieux acheter ces 3 ensembles séparément plutôt que d'acheter le moteur en kit,
cela coûte moins cher malgré les charbons et ressorts standards qu'il faudra jeter.
- 1 roulement de cage réf. MURA 114,
- 1 paire de Buss Bar MURA,
- quelques (2 à 4) rondelles de calage d'induit de diamètre 2 mm,
- quelques centimètres de fil de shunt argenté pour charbon,
- quelques centimètres de gaine Téflon pour les ressorts de charbon.
Il faut aussi de l'outillage :
- fer à souder, soudure, petites limes, pinces plates et coupantes, clé hexagonale BTR de 0,05"
(1,27 mm),
- 1 pince coupante très fine à ras de biais pour arracher les "clous" qui tiennent la cage à
la tête,
- 1 mini perceuse avec disque à tronçonner, meule, outil à polir,
- 1 outil spécial pour aligner les porte-charbons,
- de la colle époxy rapide.
1ière étape : TOUT DÉMONTER !
Ce sera le plus facile. Retirez d'abord les ressorts de charbon puis les charbons sinon il va y
avoir un malaise quand vous allez tirer la tête avec l'induit. Attention à la petite patte sur
chaque porte-charbon sur laquelle s'accroche le ressort. Il faut la redresser un peu avec un
tournevis pour libérer le ressort, et il faudra, au moment de remettre le ressort beaucoup
plus loin dans cet exposé, la retordre. Il ne faut pas la casser en la tordant/redressant trop
souvent ni trop violemment. Si vous la cassez, il faudra changer le porte-charbon, ce qui
n'est pas grave car cette pièce n'est vraiment pas très onéreuse (quelques francs). Le plus
grave serait la perte de temps car le nouveau porte-charbon devra être préparé (voir plus
loin).
Les 2 charbons et ressorts peuvent être jetés, ils seront remplacés par d'autres références
mieux adaptées.
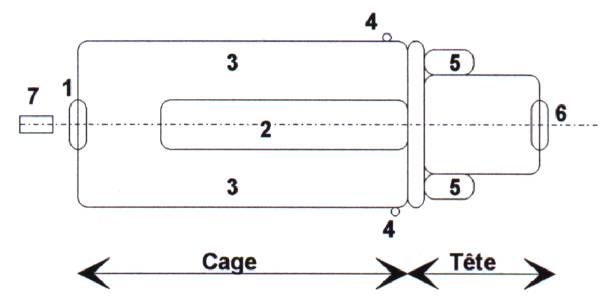
1: roulement cage 2: évidement par lequel on voit l'induit
3: emplacements des aimants 4: vis de fixation tête-cage
5: système (non détaillé) de charbons et ressorts 6: palier tête
7: pignon
Une fois les charbons retirés, il faut enlever la tête moteur. Arrachez les 2 petits clous qui
fixent la tête sur la cage, avec une pince très fine ou un scalpel pour passer sous la tête du
clou et commencer à l'extraire avant de pouvoir le saisir avec une pince pour le tirer
complètement. Ces 2 clous seront aussi jetés (remplacés par les vis MURA 113 qui s'enlèveront
par la suite mille fois plus facilement lors des interventions dans le moteur). Attention; si
un pignon avait déjà été soudé sur l'axe, il faut enlever toute trace de soudure, voire passer
un petit coup de papier abrasif. L'axe de l'induit doit passer le roulement de cage sans
problème.
Une fois la tête retirée, retirez délicatement l'induit en le maintenant fermement car il va
être attiré très fort par les aimants. Faire attention à ne pas perdre au passage les rondelles
(il y en a en standard une de chaque côté de l'induit).
Dévisser les 4 vis qui fixent les systèmes de porte-charbons sur la tête et tout démonter
(porte-charbons, plaques, axes de pivot des ressorts).
Laissez les aimants en place dans la cage pour l'instant. Il seront retirés plus tard.
Voici un moteur MURA 12 éclaté. De gauche à droite:
Voir la photo d'un moteur complètement démonté dans la Galerie de photo, Le matériel de slot
racing
. les deux outils d'alignement des porte-charbons,
. le pignon,
. la cage (qui contient les deux aimants et leurs deux ressorts non démontés ici),
. autour de la cage, les deux vis qui maintiennent la tête sur la cage,
. l'induit, avec juste dessous les 4 rondelles de calage (la 3ème, la plus grosse, étant la
rondelle isolante phénolic côté collecteur),
. la tête,
. de part et d'autre de la tête: les ressorts et les charbons, les pièces de la tête:
plaquettes porte-charbons, buss-bars, vis de fixation tête, pivot ressort et ses vis,
. rondelles diverses,
. en bas à droite les radiateurs dits "oreilles d'éléphant" qui se montent sur les buss-bars.
Soit au total 30 pièces, sans l'outil d'alignement ni les oreilles d'éléphant (interdites en
championnat de France et d'Europe), mais en comptant les aimants et leurs clips ici dans la
cage mais que l'on aurait aussi pu enlever.
2nde étape : INSTALLER LE ROULEMENT
Le roulement est mis côté cage, c'est à dire du côté où il y aura le pignon. C'est le côté où
il y aura le plus d'efforts et de contraintes.
Enlever le palier de la cage en poussant dessus avec un tournevis par l'extérieur (il n'est ni
soudé ni collé). Si les aimants sont restés dans la cage, faire attention à ne pas les abîmer
par un violent coup de tournevis mal maîtrisé.
Gratter avec une lime ou du papier de verre autour du trou ainsi libéré, côté extérieur, pour
faciliter la prise de la soudure à suivre.
Amener le roulement par l'intérieur de la cage en le maintenant par une petite pince plate ou
des brucelles. Il peut être nécessaire de limer un peu le trou de cage si des bavures
empêchent le roulement de passer. Enfoncer le roulement à fond.
Remettre en place la tête nue (puisque tout le système porte-charbons a été retiré) sur la cage,
avec l'induit. À partir de ce moment, faire une encoche au tournevis sur la cage et la tête
pour remettre toujours la tête du même sens sur la cage.
Il faut maintenant souder ce roulement sur la cage par l'extérieur. Maintenir le moteur debout,
tête en bas et roulement en haut, de façon à ce que l'induit appuie sur le roulement et le
plaque bien pendant l'opération de soudure. Mettre de l'acide (ou pâte à décaper) autour du
roulement et souder avec un fer puissant (30 W avec très grosse panne, ou 60 W) très chaud en
n'utilisant qu'un minimum de soudure. Il importe que la soudure soit bien prise, bien brillante,
tout autour du roulement. Bien entendu, prendre garde à ne pas en mettre dans les billes du
roulement !
Vérifier que l'induit tourne parfaitement bien sans résistance, sinon il faut chauffer la
soudure et tenter de mieux aligner le roulement.
Il faut ensuite nettoyer tout le surplus de soudure en l'évacuant par tout moyen disponible
(une petite pompe à dessouder est parfaite). Il ne doit rester qu'un fin film de soudure autour
du roulement. Tout bourrelet de soudure empêcherait plus tard de caler la cage moteur sur la
patte de fixation du châssis de la voiture (pour les châssis type Production comme les FLEXI 2
PARMA par exemple).
Nettoyer soigneusement à l'essence C ou à briquet, car la résine de soudure se sera fatalement
projetée dans les billes du roulement.
3ième étape : APPARIER, PLACER PUIS COLLER LES AIMANTS
Garder le moteur dans l'état où il est à la fin de l'étape précédente: cage et tête assemblées
avec l'induit en place.
L'étape suivante est de vérifier les aimants avant de les remettre en place dans la cage. Il
faut en effet les apparier, c'est à dire vérifier que les deux aimants sont de puissance à peu
près égale. Il est en effet mauvais qu'un moteur soit équipé de 2 aimants de puissance trop
différente, et si ce n'est pas le cas, il faut puiser dans votre stock ou acheter des aimants
neufs qui devront aussi être testés. On en profite pour si possible trier les plus puissants
parmi les aimants que vous avez en stock, pour faire un bon moteur. Note: il est utile, après
quelques dizaines d'heures de fonctionnement, de vérifier que les aimants de votre moteur
préféré sont toujours bons.
Attention à bien replacer dans le moteur 2 aimants de pôles opposés: un Nord et un Sud, sinon
le moteur ne fonctionnera pas ! Par contre ces 2 aimants peuvent être mis de n'importe quel
côté de la cage, car ce n'est pas le placement du pôle Nord ou Sud qui détermine le sens de
rotation du moteur, mais l'avance du collecteur suivant qu'elle est réglée d'un côté ou de
l'autre de la "ligne de partage des eaux", c'est à dire le milieu d'un bobinage.

La technique est la suivante: disposez sur une table une petite masse métallique, pas trop
lourde pour pouvoir être attirée par l'aimant quand il est placé à quelques centimètres. Placez
une règle plastique graduée verticalement sur la table à côté de la masse métallique. Il suffit
de vos deux seules mains: une pour tenir la règle, l'autre pour tenir l'aimant.
Maintenez fermement l'aimant le long de la règle en haut, faites le glisser doucement vers le
bas. Au moment où la petite masse métallique est attirée par l'aimant, relevez l'altitude le
long de la graduation de la règle, puis recommencez avec vos autres aimants. Si vous utilisez
toujours la même petite masse métallique, vous pourrez faire des comparaisons sur plusieurs
mois ou années et suivre l'évolution de vos aimants.
Il s'agit maintenant de placer les aimants à leur emplacement idéal, dans le sens de la
longueur du moteur car c'est leur seul axe de liberté. On remarque que en poussant les aimants
avec un tournevis, ils coulissent malgré les 2 ressorts dans la cage qui les maintiennent en
place. Si en fonctionnement et à l'occasion de violentes sorties de route de la voiture, les
aimants coulissent de quelques dixièmes de millimètres par inertie, l'induit ne va plus être
pile centré dans le champ des aimants, et cela sera dommageable à la puissance du moteur.
Il va donc falloir d'abord repérer quelle est leur position idéale. Faire coulisser les 2
aimants: on remarque que l'induit va avoir tendance à suivre car il cherchera naturellement à
se centrer dans le champ des aimants. Il faut retenir la position des aimants telle que
l'induit garde du jeu côté roulement cage et côté palier tête. On est comme cela sûr que
l'induit ne sera pas en butée sur une de ses extrémités ce qui serait source de frottements et
donc d'échauffement et de perte de puissance.
Enlever alors la tête et l'induit, en faisant attention à ne pas bouger les aimants. À l'aide
d'un petit tournevis ou d'une pointe ou d'un scalpel, marquer par une encoche pour chaque
aimant l'emplacement précis d'une de ses extrémité, car il va falloir l'enlever pour mettre la
colle et il faudra le remettre pile au bon endroit. Enlever les aimants en tirant les 2
ressorts en "U" dans la cage. Nettoyer le tout soigneusement à l'essence C et attendre que
toute l'essence s'évapore bien. Mettre 2 petites crottes d'époxy rapide à l'intérieur de la
cage à l'endroit des aimants, et remettre les 2 aimants en place. L'opération est délicate car
les aimants vont s'attirer. De plus, il faut éviter de répandre de la colle partout, en faisant
vite avant que l'époxy ne sèche. Mettre les 2 ressorts en "U". Bien plaquer les aimants sur la
cage (si vous avez mis trop de colle, elle va dégouliner de partout et ce sera tant pis pour
vous !). Faire coulisser les aimants pour les remettre là où il faut selon les encoches faites
quelques minutes avant. Nettoyer les bavures à l'essence. Attendre 15 minutes que la colle
commence à prendre avant de continuer à manipuler la cage.
4ième étape : CALER L'INDUIT
Par essais successifs, mettre le nombre de petites rondelles de diamètre 2 mm de part et
d'autre de l'induit de façon à ce qu'il puisse se centrer dans les aimants en ayant un minimum
de jeu de part et d'autre. Il doit tourner totalement librement (on lance la rotation entre le
pouce et l'index, l'induit doit tourner plusieurs secondes avant de s'arrêter). Vérifier
qu'avec les 2 vis de fixation tête-cage l'induit tourne toujours aussi librement (si la cage
est très légèrement faussée, ce qui arrive parfois, le fait de serrer les vis modifie
l'alignement entre le palier et le roulement).
Attention: il doit y avoir une rondelle phénolique (isolant électrique) immédiatement derrière
le collecteur pour éviter que les 3 pôles ne se court-circuitent sur une rondelle métallique ou
sur le palier de la tête.
Enlever la tête et l'induit, sans perdre les rondelles. Compter les rondelles mises de part et
d'autre pour savoir les remettre si elles tombent lors d'une manipulation ultérieure. Nettoyer
le collecteur de l'induit à l'essence C pour enlever toute trace de sueur et de gras déposée
lors des manipulations précédentes.
5ième étape : PRÉPARER LA TÊTE
Remonter les pièces des porte-charbons de chaque côté. Dans l'ordre: la petite plaque support,
le buss bar, le porte-charbon, le pivot de ressort, le tout vissé par 2 vis de chaque côté.
Pour ceux qui n'ont jamais vu de moteur MURA et qui n'en ont pas devant eux, ce qui suit est
impossible à comprendre. Voici néanmoins une photo pour vous y aider.
 (Pour donner une échelle: l'axe moteur a un diamètre de 2 millimètres)
(Pour donner une échelle: l'axe moteur a un diamètre de 2 millimètres)

Points très importants lors de ce remontage :
1. agrandir légèrement la fente des porte-charbons, pour que le fil de shunt que nous mettrons
plus tard coulisse bien et ne risque pas de se bloquer quand les charbons vont s'user et se
raccourcir. Cela se fait avec une micro lime ou avec le disque à tronçonner de la mini perceuse.
Attention à ne pas trop l'agrandir sinon le porte-charbon va se fragiliser. Tout ici est
affaire de mesure. Bien ébavurer.
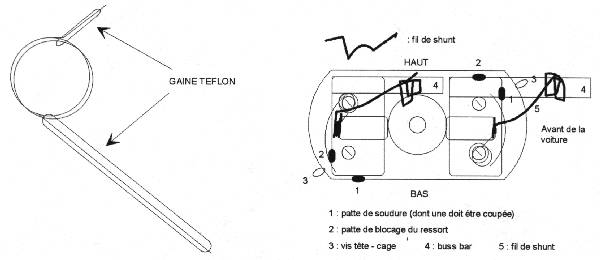
2. repérer le porte-charbon dont la petite patte servant à souder le fil d'alimentation (quand
il n'y a pas de buss bar) se trouvera en bas côté châssis une fois le moteur mis en place
(voir 5. ci-dessous). En effet, cette patte risque de toucher le châssis et donc de provoquer
un court-circuit. C'est une sécurité de la couper. Attention: à partir de ce moment, les 2
porte-charbons ne sont plus interchangeables.
3. polir l'intérieur des porte-charbons, pour que les charbons coulissent à la perfection (j'ai
vu que des fabricants très spécialisés aux USA vendent les outils spéciaux diamantés pour
polir les porte-charbons des moteurs de slot).
4. polir le dessus des buss bar, à l'endroit où le charbon va reposer.
5. les buss bar ne sont pas symétriques, il y en a un gauche et un droit pour amener les points
de soudure des fils de guide vers l'avant de la voiture. Il faut donc savoir dans quel sens va
être posé le moteur sur le châssis: il se repère par un petit évidement fait d'un côté de la
cage pour faciliter le passage de l'axe arrière de la voiture (sur les tout nouveaux moteurs
MURA, il n'y a plus cet évidement car la cage est un peu plus petite et ne risque pas de
frôler l'axe arrière. On peut donc mettre le moteur dans n'importe lequel des 2 sens).
6. Aligner les porte-charbons, avec un outil adéquat (en vente dans votre coopérative d'achat).
 Un charbon
neuf, et un charbon très usé, qui n'était pas bien aligné.
Un charbon
neuf, et un charbon très usé, qui n'était pas bien aligné.
7. ne pas serrer les 4 vis à fond, laisser beaucoup de jeu car un réglage va suivre.
Remonter la tête sur la cage sans l'induit. La visser. Passer dans les porte-charbons, à la
place des charbons, l'outil d'alignement. Introduire dans le moteur un axe moteur (diamètre 2
mm, cet accessoire étant vendu avec l'outil spécial d'alignement des porte-charbons. On peut
aussi le récupérer sur un vieil induit en le débobinant et en démontant tout: collecteur,
plaques). Cet axe traversera donc le roulement de cage, le trou central de l'outil d'alignement
et le palier de tête.
On peut maintenant serrer à fond les 4 vis qui maintiennent le tout (avec mesure quand même,
car c'est dans le plastique de la tête que l'on visse). Enlever l'axe puis l'outil d'alignement.
Si on doit trop forcer pour les enlever, c'est que l'ensemble a joué lors du vissage et reste
en pression. Il faut alors dévisser un peu et recommencer le serrage, en maintenant mieux les
pièces.
6ième étape : MONTAGE FINAL DES CHARBONS
Rouvrir le moteur, remettre l'induit en place, avec ses rondelles, et refermer la tête. La
visser. Revérifier que l'induit est bien calé et tourne librement, car après on ne pourra plus
rouvrir le moteur: il faut donc que le réglage soit absolument parfait à ce moment précis.
Préparer le fil de shunt pour chaque charbon: l'enrouler sur 2 tours autour du buss bar et
souder, couper à 2 à 3 cm, amener l'extrémité à l'entrée du porte-charbon côté fente latérale.
Ce fil se maintient bien en place tout seul (pas besoin de 3 mains pour réaliser l'opération).
Le fil de shunt sert à être sûr d'amener le courant électrique (4 à 5 ampères mini avec un X12)
directement au charbon. Sans fil de shunt, le courant doit passer vers le charbon par le cuivre
du porte charbon et le cuivre du buss bar sur lesquels le charbon coulisse sans pression. Le
contact n'est donc pas parfait.
Préparer les ressorts de charbon avec la gaine téflon. Cette gaine sert à empêcher le courant
électrique de passer par le ressort pour arriver au charbon (d'où la raison principale du fil
de shunt ci-dessus). En effet, plusieurs ampères qui passent par un si petit ressort le
feraient chauffer et au bout de 20 minutes, le ressort chaufferait tellement qu'il perdrait de
sa pression d'appui et le contact charbon-collecteur ne serait plus bon. Il faut mettre de la
gaine sur les 2 bouts du ressort :
Il ne reste plus qu'à mettre les charbons en place, amener à leur extrémité le fil de shunt
(en l'ébouriffant un peu au bout pour un meilleur contact avec le charbon), et à caler le tout
par le ressort. Cela demande un peu de doigté, mais on y arrive avec de la persévérance.
La première fois que vous préparerez un MURA X12, comptez facilement 2 heures de travail.
Un peu d'huile sur le palier et le roulement, et votre moteur est prêt à tourner. Le rôder un
peu (le faire tourner quelques minutes, dans le bon sens, à régime réduit) pour former les
charbons sur le collecteur sans trop d'étincelage.
Note: on peut aussi installer sur la tête des radiateurs dits "Oreilles d'éléphant", mais cela
est interdit par le règlement technique.
7ième étape : MAINTENANCE DU MOTEUR
En maintenance, 2 opérations essentielles, toutes 2 liées aux charbons :
1. changer les charbons quand ils sont usés (durée de vie entre 12 et 20 heures), et changer à
cette occasion les ressorts qui ont quand même beaucoup chauffé en quelques heures de
fonctionnement.
2. après chaque course, démonter tout le système porte-charbon pour repolir les porte-charbons
et le buss bar aux endroits où coulissent les charbons. On voit d'ailleurs quand on réalise
cette opération qu'il y en a bien besoin car ces pièces sont oxydées et ont "charbonné" par
l'étincelage.
En fait, il faut démonter tout le système tête - induit (car pour remonter les porte-charbons,
il faut installer l'outil d'alignement, ce qui impose que l'induit soit enlevé).
Il faut aussi tout nettoyer régulièrement et soigneusement, dont le palier et le roulement.
Changer le palier de tête s'il prend du jeu.